山东宏兴射线防护工程有限公司
山东宏兴射线防护工程有限公司





| 品牌 |
宏兴 |
种类 |
铅板材 |
| 规格 |
定制 |
包装 |
木托 |
| 密度 |
11.34 |
特点 |
耐腐蚀 防辐射 |
| 颜色 |
铅灰 |
加工方式 |
挤压 浇铸 |
四是探索高炉智能技术。今后,随着以智能制造为主导的工业4.0计划的实施,通过物联网、移动互联网、云计算平台、大数据,构建深度学习的神经网络高炉专家系统,以及各种技术的集成应用,对优化高炉工艺乃至于全周期全流程的炼铁工序技术进步大有裨益。五是注重基础理论研究,不断研发新工艺和新技术。我国是钢铁大国,但在炼铁乃至整个钢铁冶金领域,缺少具有自主知识产权的技术,常常处于跟跑状态,这在极大程度上制约了我国钢铁工业的竞争力。
对存在的问题应加强检查,分析原因并制定预防纠正措施,问题解决以后进行验证,记录形成闭环。中应按要求准确、完整、清楚地填写有关原始记录。格执行加热制度和待轧制度,升温时先升均热段,待轧制顺利时再升加热段;降温时先降加热段,然后再降预热段,降均热段。煤气质量差、空燃比在1.3以下或轧制节奏太快、出炉钢温不能满足生产要求时,及时反馈调度,建议控制轧制节奏,并做好待温记录。8加热过程中应密切关注各段炉温和钢温情况,当炉温超过加热要求时,应立即采取纠正措施,并在记录上做记号,并注明原因。调节烟道闸板,严禁炉头炉尾冒火或吸风,炉膛压力控制在1~3Pa为宜。1无论正常生产还是事故停产时,烧嘴前的空气蝶阀均不得关死。正常生产时,所使用烧嘴前的空气蝶阀应全开,不使用烧嘴前的蝶阀应保留1/5开度。热炉送煤气程序1.2.1对检修后的炉子,应对煤气管道系统、阀门、法兰进行试漏,确保严密无漏气。2逐一检查确认所有的煤气烧嘴阀门必须处于关闭状态。查各段煤气放散阀必须处于全开状态。段煤气、空气蝶阀必须保留一定的开度。打开烟闸,无负荷启动鼓风机。煤气前应先用氮气清扫煤气管道,将管道内的空气排干净后方可送煤气,并要把煤气送到炉头。热炉点火程序1.3.1点火前准备好火把,检查煤气和空气压力必须处于正常状态,水冷系统正常。火前在煤气管道末端放散阀处用试验筒取样做煤气爆破试验,试验合格后方可点火。3点火作业时,必须有专人指挥,一人执火把,一人开阀门,一人联系。嘴空气阀门开1/5往炉内送风。炉内送明火,距离烧嘴约1mm。慢打开烧嘴前煤气蝶阀直至点燃。果烧嘴点不着或点着又灭,则停止点火,立即关闭该烧嘴煤气阀门,查明原因,处理完毕后排空气15分钟,在按上述步逐点火。嘴点然后,适当调节空燃比,使烧嘴燃烧情况达到正常。闭各段煤气放散阀。1烧嘴必须逐个点燃,有临近的烧嘴必须有专人监护方可引燃(炉温达到7℃以上自燃)。全部烧嘴点然后逐个调节,待燃烧正常后切换至工控机控制。调整烟道闸板位置,保持炉膛微正压。热炉停炉程序1.4.1关闭所有煤气烧嘴阀门。逐一确认关闭无误后,全部打开烟道闸板。段煤气、空气蝶阀必须保持一定的开度,手阀门全处于手动状态。到关闭煤气总阀通知后,先用氮气管接通煤气管道送氮气,然后打开各段煤气放散阀对管道内的煤气进行吹扫,确认吹扫干净后,关闭氮气阀门,在煤气管阀门处翻盲板。4待炉温降到5℃以下方可停风机。换蓄热室蓄热球工作程序1.5.1轧制车间加热炉人员提前打开所有蓄热室炉门。制车间安排拆除所有蓄热室炉门砌砖。制车间安排4个人负责两个蓄热室蓄热球的掏出。出蓄热球后,由轧制人员负责炉篦清理检查。制车间安排4个人负责两个蓄热室蓄热球的装入。规定的时间内(12小时)必须完成以上工作量。他车间人员给予全力配合轧制车间更换蓄热球。
公司以经济建设为中心,以市场为导向,采用良好的企业管理及完善的后期服务体系,致力于医用工业射线防护器材的开发研制生产和销售。本公司技术力量雄厚,有着的射线防护专家为依托,年轻后备技术队伍为动力,技术团队为企业的发展壮大奠定坚实基础,可为机构工矿企业等单位的射线防护工程提供免费的咨询和进行合理化的射线防护设计,并提供性能高价格优惠的产品及服务,并与客户建立长期的档案制合作及共同发展的友好关系公司将严格企业管理,强化产品质量,流的设备为客户生产流的产品,流的团队为客户做好流的服务。
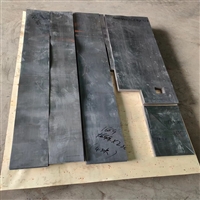
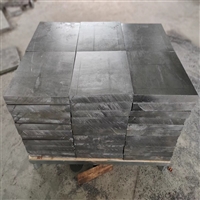
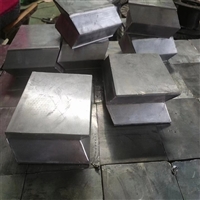
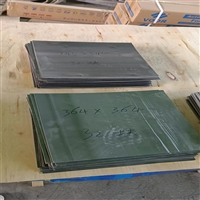
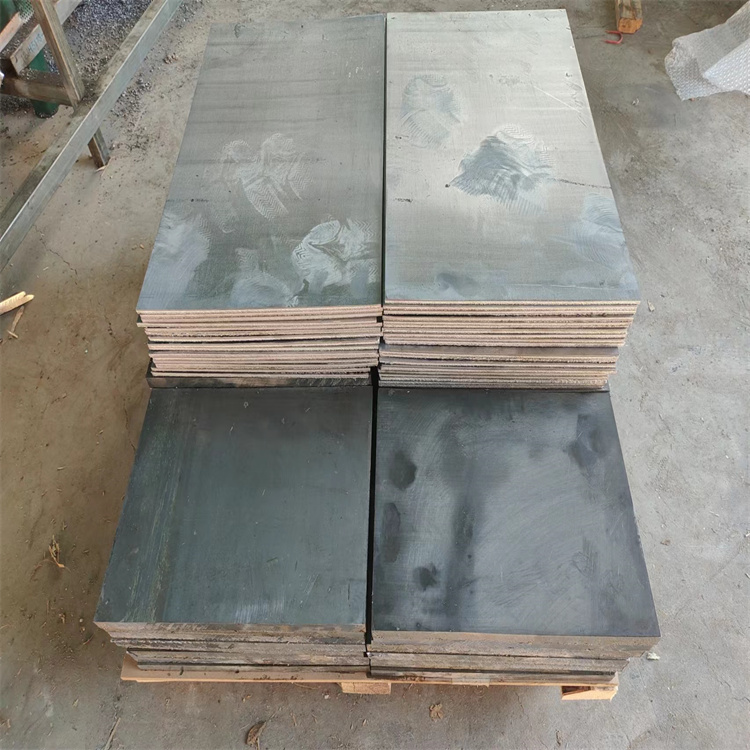
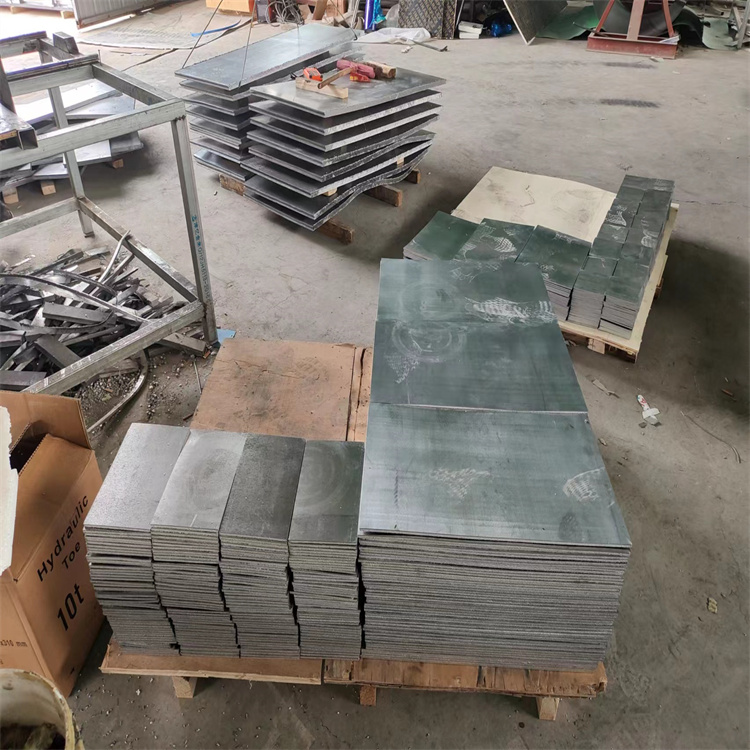
铅块到底选择哪家好?当然选宏兴射线防护厂家,山东宏兴射线防护从事各种防辐射产品的研发、生产和销售,宏兴射线防护厂家销售多年,赢得客户的一致好评,铅块就是指加工成块装的金属铅。铅块是一种金属元素,可用作耐酸碱防腐蚀、蓄电池等材料。铅块合金可用作铅字、轴承、电缆包皮等,还可用做体育运动器材铅球。
铅的原子序数和密度都比较高,因此能够防护辐射。铅防辐射的防护范围包括:X射线、α射线、β射线和γ射线。金属铅是一种耐蚀的重有色金属材料,铅具有熔点低、耐蚀性高、X射线和γ射线等不易穿透、塑性好等优点,常被加工成板材和管材,广泛用于化工、电缆、蓄电池和放射性防护等工业部门。

刘标(销售经理)销售经理
山东济南市清河街

期待你的来电